![]()
Volume 2, Number 10 – October 1997
|
|
Volume 2, Number 10 – October 1997 |
Journal of the Home Metal Shop Club of Houston, Texas. See back page for meeting information.
President – John Korman, V. Pres. – Bill Sperry,
Treasurer – Alan May, Secretary – J.D. Wise, Editor – George Carlson Wk (281)
376-4606, Hm (281) 376-8307, Email geotak@flex.net.
General News and Events
Dues renewal time is upon us. Members who are renewing their dues should send $12 to Alan May. If you are a new member, please add $8 for initiation fee. Make the check out to Alan since we are still using that cigar box. Alan’s address is 10814 Everwood Lane, Houston, TX 77024-5416.
1st Annual Swap Meet and Junk Dump. Mark your calendar. The date is October 25, the time, 8:00 AM, the place, Rutland Tool. Dave, Manager at Rutland, is hosting our first swap meet. This will be a rain or shine event since Dave is allowing us to set up tables in his warehouse. Rumor has it that he will be having a junk pile auction similar to the one at the February meeting Rutland had hosted.
Membership Information
Membership is open to all those interested in machining metal and tinkering with machines. The purpose of the club is to provide a forum for the exchanging of ideas and information. This includes, to a large degree, education in the art of machine tools and practices. There is a severe shortage of written information that a beginning hobbyist can use. This makes an organization such as this one even more important. For membership information and forms, call John Korman at (713) 723-8597.
Associate Membership: If you are located outside of the Houston area, we would like to invite you to become an associate member. An associate member pays no dues, but has access to the newsletter through the Internet. All members, even associate members, are encouraged to communicate with the group and share in discussions, etc. If you would like to become an associate member, send us your email address, your area of interest, and your location. City and State is all that we need. The ideal situation that would develop from this is that the HMSC becomes a nucleus around which people all over can start their own groups and promote the hobby.
Zero Input = Zero Newsletter
Send or email your
articles about projects you’ve been working on to the Editor.
By John G. Korman
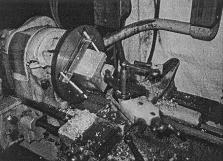
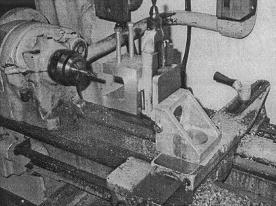 The drawings and photos show a milling attachment for a
lathe. Aluminum castings were used and
all machining was done on the lathe and drill press. This was for a 10” Southbend lathe, therefore, before beginning,
it is necessary to determine size and dimensions of lathe and method of
fastening compound slide to cross feed of carriage. Although cast iron would be stronger, the aluminum castings have
served satisfactory. Because the
castings are small , the patterns can be made without allowance for
shrinkage. Just rap them smartly before
pulling and they should be of ample size to allow for shrinkage.
The drawings and photos show a milling attachment for a
lathe. Aluminum castings were used and
all machining was done on the lathe and drill press. This was for a 10” Southbend lathe, therefore, before beginning,
it is necessary to determine size and dimensions of lathe and method of
fastening compound slide to cross feed of carriage. Although cast iron would be stronger, the aluminum castings have
served satisfactory. Because the
castings are small , the patterns can be made without allowance for
shrinkage. Just rap them smartly before
pulling and they should be of ample size to allow for shrinkage.
 Patterns were made to size with generous fillets made with
water putty, sanded smooth and finished with a sealer so there are smooth
surfaces that will release from sand.
The furnace will melt about 5# or more of aluminum, which is ample for
the castings.
Patterns were made to size with generous fillets made with
water putty, sanded smooth and finished with a sealer so there are smooth
surfaces that will release from sand.
The furnace will melt about 5# or more of aluminum, which is ample for
the castings.
Once the castings are made, the bracket is machined by setting up on an angle plate so the two flat faces can be machined at 90 degrees to each other. Before bolting to the angle block, lay out the center of each cone hole and make a small prick-punch mark. Center the work with a wiggle bar so each face can be faced and bored with one setting. The setup will be out of balance, so bolt a counterweight on opposite side of the faceplate.
 The clamping cone is machined from steel and is a
straightforward operation. The two pins
under the bolts are beveled to fit bevel of cone. The bolts securing these pins are turned down on end to match
diameter of pins.
The clamping cone is machined from steel and is a
straightforward operation. The two pins
under the bolts are beveled to fit bevel of cone. The bolts securing these pins are turned down on end to match
diameter of pins.
 Vise can be set up in a four-jaw chuck or mounted on
faceplate as shown. There are two sets
of bolt holes so the vise can be adjusted for height within the limits of
compound-slide movement. These two
holes must be exactly the same distance apart in each row, so make a template
for laying out holes. Countersink holes
for heads of cap screws. If aluminum is
being used, a countersink can be made from bar stock with a cutter mounted at
right angle to the bar and secured with a screw.
Vise can be set up in a four-jaw chuck or mounted on
faceplate as shown. There are two sets
of bolt holes so the vise can be adjusted for height within the limits of
compound-slide movement. These two
holes must be exactly the same distance apart in each row, so make a template
for laying out holes. Countersink holes
for heads of cap screws. If aluminum is
being used, a countersink can be made from bar stock with a cutter mounted at
right angle to the bar and secured with a screw.
The bar for mounting to compound can be temporarily secured to compound and milled, or it can be made using two sizes of flat bar that are secured together with countersunk screws or rivets.

 Use paper between pieces to prevent movement. Also, use a draw bar end mill adapter for
holding milling cutters. NEVER use chuck,
which is not concentric, or collet chuck, which cannot hold against horizontal
face of cutter.
Use paper between pieces to prevent movement. Also, use a draw bar end mill adapter for
holding milling cutters. NEVER use chuck,
which is not concentric, or collet chuck, which cannot hold against horizontal
face of cutter.